
 13468392323
13468392323

内啮合齿轮泵的故障排除与维修
2024-06-111、内啮合齿轮泵的工作原理
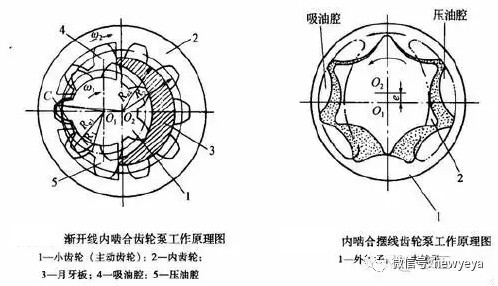
目前常应用的内啮合齿轮泵,其齿形曲线有渐开线齿轮泵和摆线齿轮泵(又名转子泵)两种,它们的工作原理和主要特点与外啮合齿轮泵基本相同。小齿轮为主动齿轮,按图示方向旋转时,齿轮退出啮合容积增大而吸油,进入啮合容积减小而压油。在渐开线齿形内啮合齿轮泵腔中,小齿轮和内齿轮之间要装一块月牙形隔板,以便把吸油腔和压油腔隔开。摆线齿形内啮合齿轮泵的小齿轮和内齿轮相差一齿,因而不需设置隔板。内啮合齿轮泵的结构紧凑、尺寸小、重量轻、运转平稳、流量脉动小、噪声小,在高转速下工作时有较高的容积效率。由于齿轮转向相同,因此齿轮间相对滑动速度小、磨损小、使用寿命长。但齿形复杂,加工困难,价格较外啮合齿轮泵高。
目前国内的摆线泵有多种, 其最大工作压力≤2.5MPa。BB型内啮合摆线齿轮泵是一种容积式内齿轮泵,其内齿轮(即外转子)为圆弧齿形,外齿轮(即内转子)为短幅外摆线的新型齿轮泵。由于该泵结构简单、噪音低、输油平稳、自吸性能好的高转速特性,因而在低压液压系统中被广泛采用。广泛适用于机床、变速箱、压缩机、传动机械、起重装卸机械以及其他机械压力低于2.5MPa的液压系统中,可作为动力泵或润滑泵各冷却泵,本泵适用于输送各种油类。
2、内啮合齿轮泵的故障及排除
(1)压力波动大
①泵体与前后盖因加工不好,偏心距误差大,或者外转子与泵体配合间隙太大。此时应检查偏心距,并保证偏心距误差在±0.02mm的范围内。外转子与泵体配合间隙应在0.04~0.06mm的范围内。
②内外转子(摆线齿轮)的齿形精度差。内外摆线齿轮大多采用粉末冶金用模具压制而成,模具及其他方面的原因会影响到摆线齿轮轮的齿形精度等。用户可对其对研修正。损坏严重的必须更换。
③内外转子的径向及端面跳动大。修正内外转子,使各项精度达到技术要求。
④内外转子的齿侧隙偏大。更换内外转子,保证侧隙在0.07mm以内。
⑤泵内混入空气。排除系统的空气,采取防止空气从泵吸油管路进入泵内的措施。
(2)吸不上油或吸油不足
①内转子不转动。检查油泵驱动系统蜗杆、蜗轮或齿轮、内转子紧固螺钉或定位销是否松动,以及蜗轮与主轴蜗杆啮合是否正常。
②内转子的旋转方向与原动机不符导致进、出油口对调。确认机器是否按工作方向旋转。
③出油口管路堵塞。检查出油口油管是否有弯折或破损等堵塞。
④进油口滤网堵塞。清洗滤网,除去堵塞物。
⑤内、外转子磨损严重导致封闭腔无法形成。更换内、外转子。
⑥进油管端面与油槽底面接触导致进油不畅。保证进油管端面与油槽底面有一定的距离,使进油顺畅。
⑦从泵的吸入口处吸入空气。确保泵吸入通道各连接件紧密连接不得漏气,且吸入口浸没在一定深度的油液中。
⑧油箱中油面过低。保证油箱中油面至一定高度。
(3)压力升不高
①从泵的吸入口处吸入空气。确保泵吸入通道各连接件紧密连接不得漏气,且吸入口浸没在一定深度的油液中。
②内转子转速太低。检查主轴到内转子动力传递连接是否有松动或滑移。
③吸油口部分堵塞。检查吸油口面积是否足够有效。
④蜗轮、蜗杆或齿轮啮合状态不好,时好时差,导致内转子速度时高时低。检查油泵驱动系统蜗杆、蜗轮或齿轮、内转子紧固螺钉或定位销是否松动,以及蜗轮与主轴蜗杆啮合是否正常。
(4)摆线转子油泵噪声太大
①油面过低吸入空气,或过滤网局部堵塞导致吸油不足。加油或清洗过滤网,使吸油顺畅。
②零件磨损严重。更换新泵或磨损严重的零件。
③泵动力传递啮合点位置发生了改变。在调整时,注意保持机器传动齿轮原有的啮合点。
(5)摆线转子油泵外渗油
①泵体紧固螺钉或接头松动。拧紧螺钉或接头。
②密封件损坏。更换密封件。
③出油口法兰密封不良。清除污物、毛刺,重新安装。
④泵体、泵盖等变形或破损。修复或更换摆线转子油泵。
3、使用与维修
(1)使用
①BB—B型摆线泵其流量、压力、出轴及联接安装参数与CB—B型齿轮泵相对应,二者互换和通用。
②BB—B型摆线泵采用外泄漏的结构,使用时要确保泄油通路畅通,泄油管要直接单独引回油箱。
(2)维修
①内外转子:内外转子两端面容易磨损与拉毛,轻度损伤可经过研磨再用。损伤严重者将内外转子一同放在磨床上修磨端面,泵体也应磨去相同尺寸,再经研磨后清洗装配,并保证轴向间隙 在0.02~0.05mm的范围内,公称流量小取小值,公称流量大取大值。其他型号的摆线泵修复的技术条件可参照执行。
BB—B25型摆线泵的内转子零件技术条件:齿数Z1=6,偏心量C=3;齿形曲线母线对轴线平行允差0.015mm;齿形曲线母线对端面垂直允差0.015mm;齿形曲线母线不直度允差0.01mm,两端面对内孔的不垂直度允差0.01mm;六齿等分允差:相邻3′,积累5′;直径48对直径20不同轴度允差0.015mm;齿形曲面锐边修钝不得倒角;孔口倒角1×45°;材料:铁基粉末;两端面的平面度为0.008 mm。 BB—B25型摆线泵的外转子零件技术条件:R12圆柱母线与两端面垂直度允差0.015mm;R12圆柱母线对轴线平行允差0.015mm;R12圆柱弧等分允差4′,积累6′;65对42不同轴度允差0.015mm;齿形面锐边修钝,但不得倒角;材料:铁基粉末;AB面平行度允差为0.01 mm。
②前、后盖:前、后盖主要修复位置时如上述的内、外转子相接触的端面,根据拉伤情况或磨或研。前、后盖与齿轮和泵体相接触的平面的平面度为0.01mm。
③泵体:泵体内孔容易磨损,轻度磨损可采用电刷度技术修复,严重磨损则必须换新。
来源:新液压
(版权归原作者或机构所有)

